The mRNA Therapeutic Boom
mRNA is beautifully simple; it provides your body instructions. Analogous to computer code, mRNA programs the body to produce specific proteins giving this molecule utility in a myriad of therapeutic approaches, including vaccines against common and rare infectious diseases, oncology indications, and protein replacement treatments for genetic disorders. The wide diversity of mRNA-based therapeutic applications has led to increased interest in using synthetic mRNA.
In the early 90s, scientists demonstrated efficacy when using mRNA as a potential therapy.1,2 But interest in antibodies, whose potential was more broadly accepted, took over in prominence. Today, mRNA is back in focus with the general acknowledgment that these types of therapies do not target and manipulate genes and DNA.To date, no mRNA-based therapy has been commercialized though some are in late-stage trials or approved for emergency use, such as vaccines targeting SARS-CoV-2. The vast majority of therapies in development apply to relatively small populations, thousands to hundreds of thousands of patients. Even mRNA-based cancer immunotherapies would serve a significantly smaller subset of patients than a global vaccination campaign.
Since preclinical and early clinical pipelines of most of these mRNA therapies only required a few liters of materials, traditional laboratory-scale approaches, such as precipitation, were leveraged for production. “We are going to see mRNA therapies start to move quicker to the clinic,” says Kelly Flook, PhD, Senior Product Manager, Purification Products, Thermo Fisher Scientific, ”and a greater acceptance of protein replacement therapies and varied immunological approaches than are currently being evaluated.”
The drive to rapidly develop a COVID vaccine put a focus on large-scale mRNA manufacturing. The limits of research-scale purification techniques were realized, and available purification methods became a bottleneck for commercialization.
To resolve this challenge, different options are under investigation. For example, scaling up reverse-phase chromatography is of interest. “It is scalable but not as efficient as an affinity approach in purifying the product and removing process impurities,” says Flook. In addition, reverse-phase chromatography uses flammable solvents requiring the removal of detrimental post-purification impurities. Safety is a concern, as well as the necessity and expense of building a chemical manufacturing site to handle the solvents.
“Aqueous-based techniques, ion exchange, and affinity, are commonly used in research, and a similar solution is desirable for scale-up production of mRNA,” says Flook. Process speed also plays an important role. “A few years ago, as more companies began working on therapeutics in this space, we saw an increase in inquiries about large-scale mRNA purification,” says Flook. “Most resins on the market were research-scale technology, such as our popular Dynabead option with a polyT on the surface. Initially, we provided custom resins until the momentum grew, and it made sense to develop a generic product. So we took the polyT technology and applied it to our bioprocessing POROS™ resins.”
“RNA is made using a process called in vitro transcription (IVT). During the IVT process, DNA is converted to RNA,” explains Venkata Indurthi, PhD, Vice President, Research and Development, Aldevron. “It is critical to get rid of all the impurities after the reaction is complete, including any residual raw materials, because they can trigger nonspecific immune responses.” Compared to DNA, RNA is fragile; harsh purification techniques are unsuitable. RNA also has secondary structures that can impact purification. “There are multiple ways of purifying RNA, chargebased methods, precipitation-based methods, and others like hydrophobic interaction chromatography (HIC),” says Indurthi. “The specific advantage of the affinity oligo dT approach is that you can easily get rid of the impurities generated during IVT.”Affinity chromatography, a highly-scalable method, has earned its credits in the development of biologics, such as the use of Protein A for the purification of therapeutic antibodies and, more recently, anti-AAV resinsin gene therapy workflows. An effective affinity purification step can help to simplify biomolecule downstream processing, reduce the number of purification steps, and lower the overall cost of goods in biotherapeuticmanufacturing.Thermo Fisher’s new affinity-based mRNA chromatography resin, POROS Oligo (dT)25, was specifically developed for the scalable purification and isolation of mRNA from the IVT manufacturing processes. “We worked closely with our customers to develop the resin, including AmpTec, a leading RNA CRO, in Europe,” says Flook. “They were tasked to develop a scalable, efficient method for manufacturing mRNA that would allow them to take on large-scale vaccine manufacturing.”
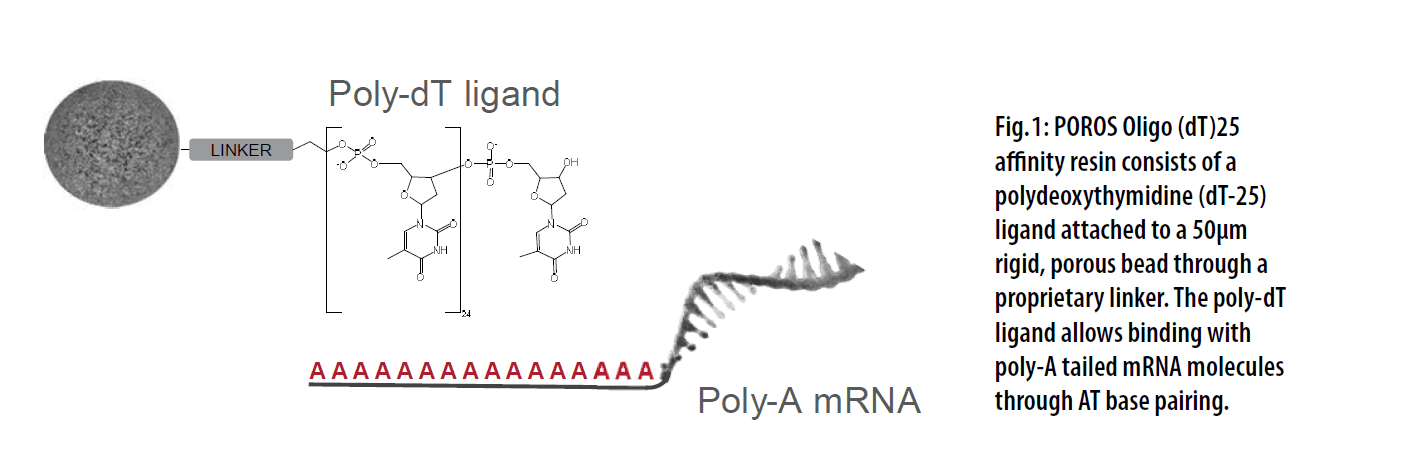
POROS Oligo (dT)25 is based on POROS resin technology, a poly(styrene-divinylbenzene) base bead coated with a proprietary functional hydrophilic coating to reduce nonspecific binding. A dT-25– poly-deoxythymidine ligand is attached to the bead surface. Since every mRNA has a polyA tail for molecularstability, the resin is a platform solution. “Across a range of mRNA sizes and constructs, you get equivalent recovery, purity, and yield,” says Flook. “The size or sequence does not matter; the resin can be used to purify anything that has a polyA tail.” Use of the resin is straightforward; the polyT ligand on the bead binds to the polyA tail of the mRNA. In brief, hydrogen bonding occurs as salt neutralizes the backbone of the mRNA and the polyT, allowing flushing and removal of the non-bound IVT components. After the salt is removed, the hydrogen bonds break, and the polyA containing mRNA is eluted.
Typically, this affinity approach is used at the beginning of the purification scheme to remove process-related impurities, such as DNA templates, nucleotides, enzymes and buffer components, and other constituents such as mRNA without a polyA tail.In some cases, a product-related impurity can result from IVT, such as double-stranded RNA (hairpin) or another undesirable species that has a polyA tail. “Then we suggest adding a second polishing step with ion exchange or HIC. The loop-back doublestranded effect can also be engineered out during the IVT process,” says Flook. “Another optional way to use the resin is downstream as a final polishing step or for buffer exchange. You can elute in water and formulate directly from that.”Depending on the application, mRNA will vary in size and design of the backbone. “As a CDMO, Aldevron has been supplying RNA for a couple of years at all quality grades from RUO to GMP, and we are continuing to invest heavily in the space,” says Indurthi. “RNA has a 5’ UTR and a 3’UTR and varying sequences.
We do not control the design, and different designs can trigger complexity in the purification process.” The POROS Oligo (dT)25 resin, as a purification platform, can be cross applied to different constructs, emphasizes Flook. The resin addresses the current challenges involved with large-scale mRNA purification for potential clinical use by simplifying the downstream process, increasing purity and yield, and allowing for scale-up without the use of toxic chemicals.
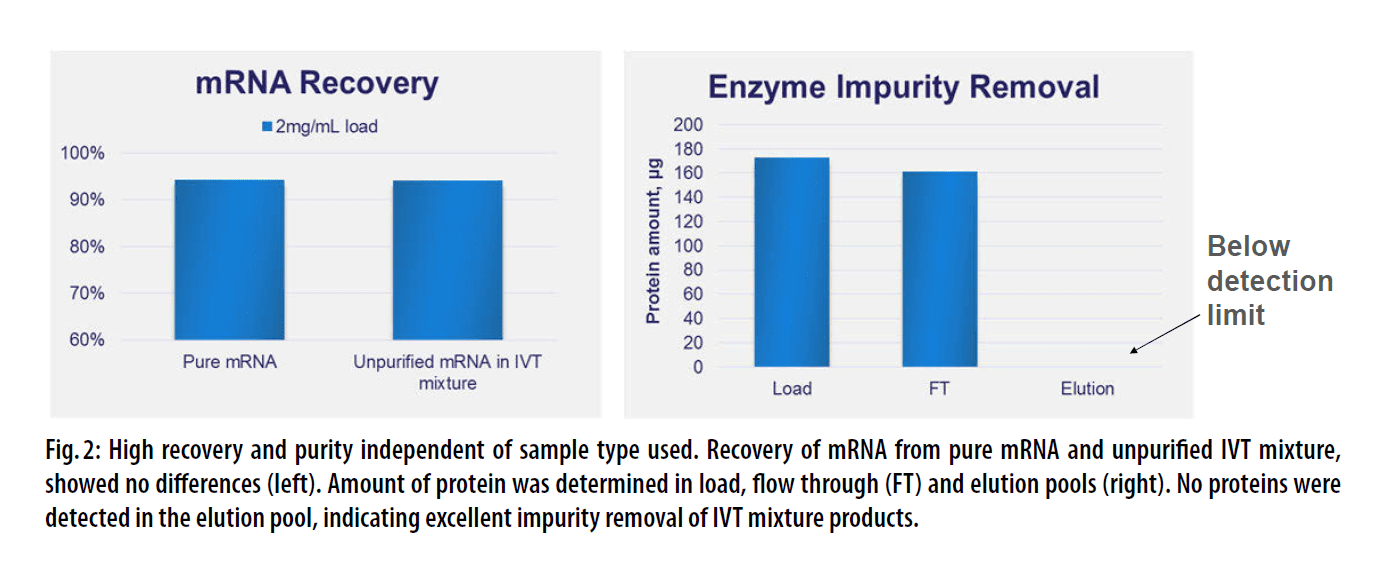
Standard mRNA contains between 1000-5000 nucleotides, which is the size the resin was designed to optimally operate in. Optimized conditions can maximize the binding capacity, even for larger RNAs, to achieve a more efficient purification process. “From a binding perspective, we have seen customers achieving up to 5mg/ml of 4000 bp mRNA,” says Flook. “This is significantly higher than what you would see with some of the research products.” A standardized experiment looked at the binding capacity of three different sizes of mRNA without optimizing conditions for each independently. Size did not impact recovery even with samples straight from an IVT mixture. Low nonspecific binding and the affinity approach only allow polyA species to bind. Recovery rates are greater than 90% and, in most cases, greater than 95%. Adjusting the column size according to need makes the process flexible and scalable.
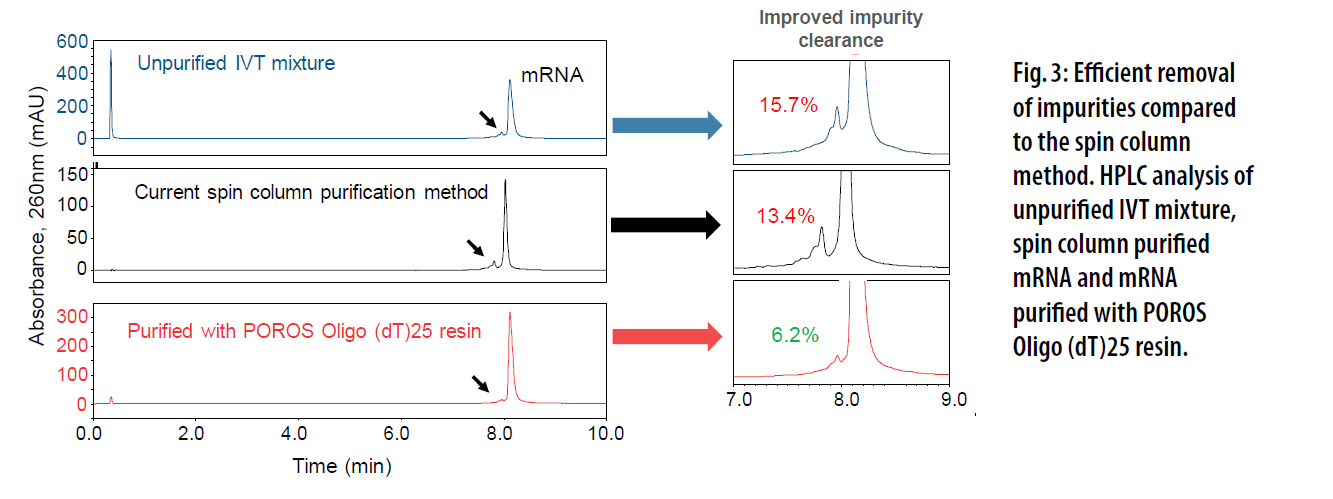
From a purity perspective, evaluation of the proteinaceous load showed that primarily enzymes from the IVT mixture are seen in the flow-through but not detected within the elution peak. “If we analyze the fractions from the elution peak starting with about 17% product-related impurities, a reverse-phase spin column slightly reduces it to 13%,” says Flook.
“All of the process-related components are removed with the POROS Oligo (dT)25 resin, and we see a significant reduction in product-related impurities,” continues Flook. “This means our affinity resin does a much better job of removing non polyA species than reverse phase.” All remaining product-related impurities are polyadenylated, as expected.Overall, the POROS Oligo (dT)25 resin demonstrated efficient elution at different load concentrations and excellent recovery with high purity regardless of sample type.
“In reverse-phase, as the column is reused, the impurities start to follow the column, and that can change the column’s effectiveness,” says Flook. With POROS Oligo (dT)25 resin, the impurities are removed without first binding them to the column, rendering the number of impurities irrelevant. The resin is reusable and base stable for in-place sanitization.
“Each mRNA is designed for a specific application; the Cadillac version of purification is not always required. We have different purification strategies for different applications,” says Indurthi. “As an example, if mRNA is being used for a vaccine, you do not need to get rid of certain impurities, but if you are making RNA for therapeutic use, you do because they will trigger an unwanted immune response.”In general, oligo dT purification can be used as a stand-alone purification. “We have seen pure RNA using this approach; it is a better way. The purer the end product, the less you need to get a response,” says Indurthi. “Secondary structure, size, and other factors affect the recovery, not the resin itself.” “With all of the oligo dT resins we have tested, we observed that POROS Oligo (dT)25 has a very high binding capacity and provides the ability to purify larger mRNAs as compared to other products,” adds Indurthi. “It works really well for our applications and will be added to our repertoire for mRNA production.”
The COVID mRNA vaccines are expanding the already significant interest in the RNA space and taken mRNA manufacturing to a new level. Going forward, the biggest bottlenecks will be the DNA templates and the enzymes needed for synthesis. Luckily, the boom has also catapulted development activity in resins, nucleotides, and enzymes.Hurdles still remain for mRNA therapeutics for different indications. One of the challenges is how to get the mRNA to the right cells, especially when targeting specific cancers. “We are going to see a lot of development around delivery systems,” says Flook.However, these challenges will not change the molecule’s current trajectory. mRNA therapeutics are poised to become an important element in the healthcare landscape in the coming years.
References
Wolff J.A. et al. Science 247, 1465-1468 (1990)Martinon F.et al. Eur J Immunol 23, 1719-1722 (1993)