Considerations and Strategies for Oligonucleotide Manufacturing Scale-Up
George Flores,
Technical Solutions Manager, Asahi Kasei Bioprocess
With the ability to precisely target genes and proteins, oligonucleotide therapeutics have enormous potential in the fight against some of the most challenging diseases of our time, presenting new avenues to reach previously undruggable targets. Unlike conventional drugs, these short sequences of chemically synthesized DNA or RNA can bind with high specificity to complementary sequences in mRNA or proteins within target cells to modulate gene expression or impede protein function through processes such as RNA interference, ribonuclease-mediated degradation, splicing regulation, non-coding RNA inhibition, gene activation, and programmed genome editing1,2.
While the gene and protein expression modulating properties of oligonucleotides was identified in the early 1970s, the last decade has witnessed a huge surge of interest and momentum for therapeutic oligonucleotides. Remarkable advancements in nucleic acid chemistry and cell biology have helped to refine the design and optimization of oligonucleotide therapies as well as their delivery mechanisms. According to Research and Markets, the global oligonucleotide synthesis market will reach $16.7 billion by 20273. Currently, there are 19 approved oligonucleotide therapeutics in the US with numerous others in pre-clinical studies, showcasing promising prospects for further development.
After years of research, the oligonucleotide field is now moving towards greater commercialization, at scale and at lower cost4. As the field of oligonucleotide development continues to expand and mature, manufacturers scaling their processes are entering uncharted territory, given that most oligonucleotide development has so far occurred in labs. While this is a necessary leap forward, scale-up does bring with it significant challenges, which we will outline here. We will also look at potential solutions and considerations during key process steps that play key roles in the overall success of scale up.
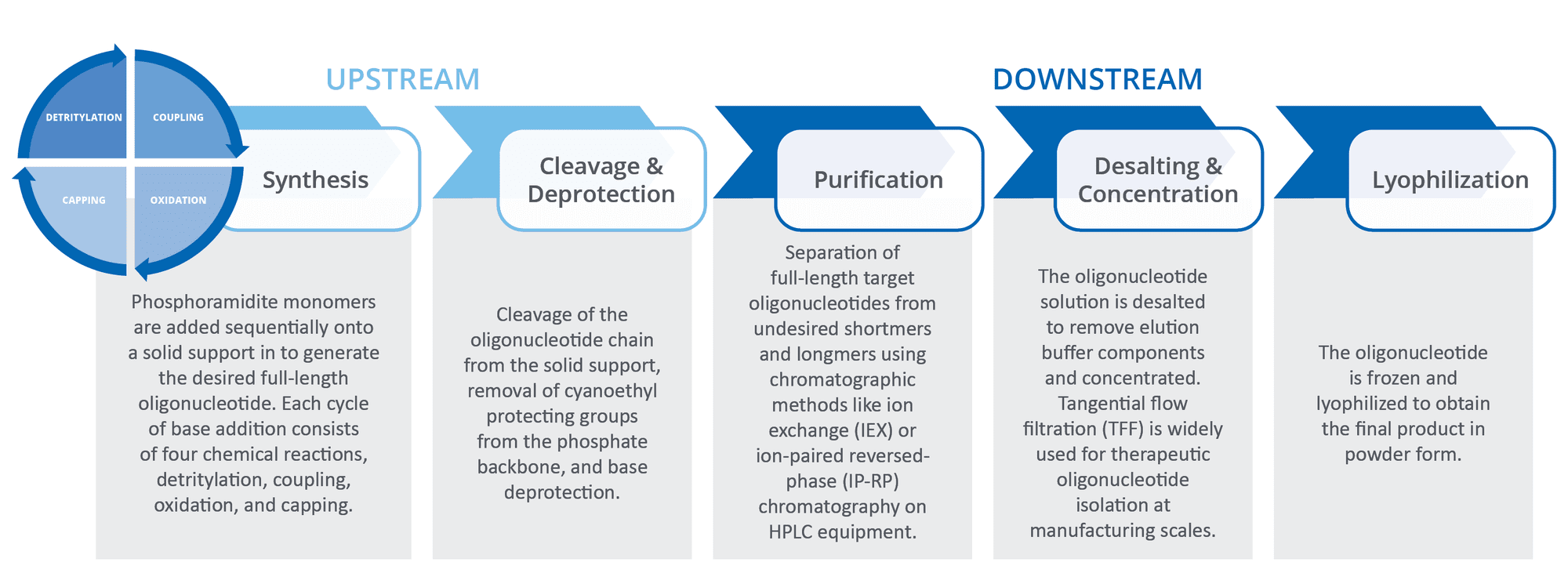
The manufacture of therapeutic oligonucleotides typically consists of five key process steps as outlined in Figure 1.
Scale-up challenges are significant for oligonucleotide drugs and require a comprehensive and systematic approach to achieve success. Unlike small molecule drugs, which can be synthesized in large quantities using straightforward and well-established chemical processes, oligonucleotide synthesis is more complex, time-consuming, and resource-intensive, posing barriers for scale up. Changes in scale from benchtop synthesizers to commercial equipment can impact the quality and performance of oligonucleotide therapies if upstream and downstream process parameters are not considered carefully. Additionally, the impact of upsizing equipment on facility infrastructure and workforce can be substantial but is often underestimated.
One of the most critical factors for successful scale-up of oligonucleotide therapies is achieving the desired product quality attributes and yield at scale. While the method is relatively straightforward on a small scale, there are several challenges associated with scaling up the process using commercial equipment to maintain comparability and product quality.
Synthesis
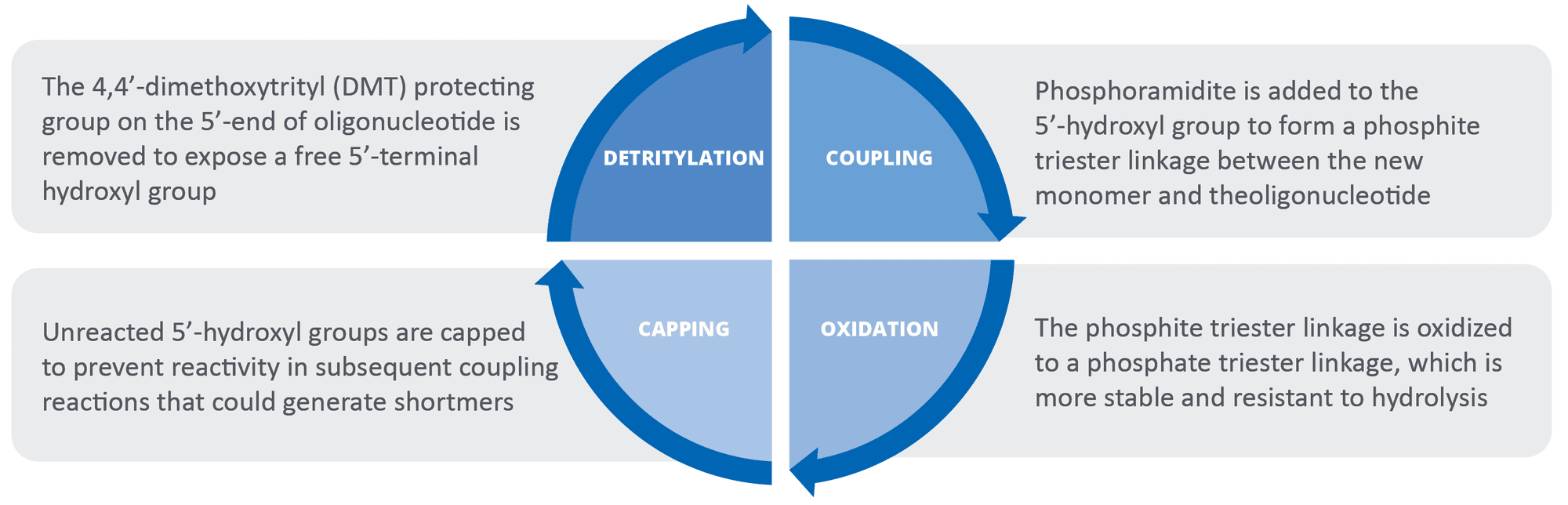
Flow-through synthesis utilizes a solid-phase approach involving cyclic steps to synthesize oligonucleotides until the desired length and sequence is achieved (Figure 2). The process involves a resin bead matrix packed into a synthesis column, functionalized with a linker molecule that covalently binds to the first nucleoside via its 3'-terminal hydroxy group. The oligonucleotide chain becomes longer, more complex, and hydrophobic as each nucleoside phosphoramidite is added sequentially to the 5'-terminus.
For mid- to large-scale oligonucleotide synthesis, ensuring that the column is properly packed to provide an even distribution of phosphoramidites and reagents to the resin beads is critical to achieving high yield and minimizing the production of impurities. As polymeric-based solid supports swell significantly in the presence of toluene and then shrink in the presence of acetonitrile (ACN), the synthesis column must be able to accommodate these back-and-forth swings in column volume over the course of the synthesis cycle5. For scale-up to larger column diameters, robust column flow distribution becomes an important driver for yield and the column flow rate needs to be optimized to maintain proper bead distribution throughout the column.
Although it may be tempting to use larger columns to shorten column residence time, doing so can increase column hold-up volumes, which can negatively affect yield and efficiency during synthesis. Moreover, oversized columns can generate higher backpressure that necessitates higher compensatory flow rates, which can place stress the equipment (i.e., pumps) and increase the likelihood of column packing issues. To avoid hold-up volume-related issues during synthesis, it is critical to utilize columns and pumps of appropriate size to ensure precise control over fluid dynamics and pressure to minimize the risk of undesired side reactions, such as hydrolysis.
Detritylation: The removal of the DMT protecting group involves introducing an acid solution through a pump into the reaction vessel, which maintains a constant flow rate. The effectiveness of this deprotection step depends on several factors, including contact time, flow rate, and the choice of deprotecting reagent. In larger-scale reactions, extending the detritylation time or using stronger than recommended acid solutions can cause depurination where the nucleoside base is removed along with the trityl group reducing the yield of the desired full-length product. In general, shorter detritylation times and using weaker acids like dichloroacetic (DCA) prevent the accumulation of acid on the solid support and minimizes the risk of depurination6.
Coupling: The coupling reaction is highly sensitive to the presence of water; therefore, maintaining an anhydrous environment during the coupling process is important to success. Eliminating moisture in reagents involved in the coupling step and using anhydrous ACN as a diluent when dissolving phosphoramidites can minimize the introduction of water into the process. Coupling also requires precise control over the delivery of the amidite and chemical activator to the reaction vessel, introduced in a specific way and ratio (optimized based on the oligonucleotide being synthesized), which is done using two separate pumps. This requires careful calibration and maintenance of the pumps to provide a constant flow rate and pressure to maintain optimal reaction conditions and minimize incomplete coupling. Finally, maintaining a consistent recirculation (reaction) loop volume relative to the column volume is important for ensuring that the reaction conditions are consistent throughout the entire reaction. If the recirculation loop volume is too small relative to the column volume, the reaction mixture may not be circulated through the column quickly enough to allow for efficient reaction of the incoming reagents. Conversely, if the recirculation loop volume is too large, the reaction mixture may not spend enough time in the column, leading to incomplete reactions and reduced yield. Failing to account for this parameter during scale-up can alter the chemistry and impurity profile.
Oxidation: In the final step of the synthesis cycle, the phosphite moieties need to be treated to prevent hydrolysis of the product through either oxidation or sulfurization. To oxidize the phosphite triester, the support-bound material is treated with iodine and water in the presence of a weak base (pyridine, lutidine, or collidine), which converts the unstable phosphite triester linkages to a more stable pentavalent phosphotriester. Alternatively, oxidation may be substituted with a sulfurization step where one of the oxygen atoms in the phosphate moiety is replaced by sulfur to generate oligonucleotide phosphorothioates. Thiolation is becoming an increasingly popular alternative because it can enhance the pharmacological properties and therapeutic efficacy of the oligonucleotide product. Commercially available thiolation reagents include 3-(Dimethylaminomethylidene) amino-3H-1,2,4-dithiazole-3-thione (DDTT), 3H-1,2-benzodithiol-3-one 1,1-dioxide (Beaucage reagent), and N,N,N'N'-Tetraethylthiuram disulfide (TETD). After oxidation is complete, the entire cycle is repeated until the oligo reaches the desired length.
Capping: While the efficiency of solid-phase phosphoramidite coupling ranges from 98.5% - 99.5%, any reactive 5’-OH groups must be capped to prevent the formation of truncated oligonucleotide products that decrease overall yield and purity. Unless blocked, these truncated oligos can continue to elongate in subsequent synthesis cycles to form oligonucleotides with an internal base deletion referred to as (n-1) shortmers. The capping step is typically performed by treating the solid support-bound oligos with a mixture of acetic anhydride and the catalyst 1-methylimidazole, which acetylates the unreacted 5'-hydroxy groups to form unreactive 5′ acetyl ester caps.
Cleavage and Deprotection
Once a full-length oligonucleotide has been successfully synthesized on the column, another set of chemical processes is needed to prepare the oligo for purification: cleavage from the solid support, and deprotection to remove the nucleobase protecting groups. The specific cleavage and deprotection reagents will vary for each oligonucleotide depending on the protecting groups and structural modifications, but commonly used reagents include 30% ammonium hydroxide (NH4OH) or 50:50 methylamine: ammonium hydroxide at elevated temperatures. Optimizing the reaction conditions is essential to minimize the formation of shortmers, which can result from incomplete deprotection or premature cleavage.
For scale-up, it can be advantageous to replace manual processing with automated cleavage and deprotection systems to streamline this overlooked unit operation. Not only can they increase efficiency, accuracy, and reproducibility, but they can also save time and labor enabling a higher throughput as synthesis scales up.
Purification
Among the purification options being employed at large-scale are reversed-phase high performance liquid chromatography (RP-HPLC), ion exchange chromatography (IEX), and hydrophobic interaction chromatography (HIC). RP-HPLC and IEX are being used for several of the recently approved oligonucleotide therapeutics and thus have a proven record in commercial manufacturing7. Whether purifying in RP mode, IEX mode, or both, the mechanical design of the MPLC or HPLC System is crucial where the safety rating and sanitary design are important considerations. The purification system must also be capable of delivering consistent gradients for effective impurity removal while maintaining high oligo recovery. For commercial production, the system will also, ideally, offer user-friendly control software that can connect to the plantwide automation platform5.
Purification Columns: One of the primary challenges is the choice of column for purification at large scale since the volume of material to be purified increases, requiring the use of larger diameter columns where higher pressure to achieve comparable flow rates. With larger diameter columns, there is a risk of over-compression where the pressure of the mobile phase begins to flow through channels or cracks in the stationary phase, bypassing the sample resulting in reduced resolution, increased peak dispersion, and poor separation.
One way to improve the purification process and avoid problems with compression and channeling is Dynamic Axial Compression (DAC) column packing. This technology involves packing the resin more densely and uniformly into a packed bed with no gaps or channels by axial compression. DAC can enable higher column efficiency and better separation performance allowing for more material to be purified in a single run. It is therefore possible to achieve the same level of purification with a smaller column size, which can provide considerable cost savings. The dynamic nature of the compression also maintains the bed's structural integrity over time, effectively extending their usable lifetimes.
Using a reproducible packing platform instead of manual processes allows for much more efficient removal of small fine particles that can clog column frits and prematurely increase column backpressure, while also avoiding any preferential settling of large particles in the column prior to compression since these platforms can transfer the total volume of prepared slurry into the empty column rapidly5,8. The backpressure generated by the resin in the column can range from 10-50 bar depending on factors such as bed height, temperature, eluent conditions, and flow rate. Therefore, the column seals and frits must be able withstand these pressures reliably to prevent leakage and ensure optimal chromatography performance.
Ratio of Loop Volume to Column Volume: Another key consideration in liquid chromatography purification is the ratio of the injection loop (the loop in the injection valve of the HPLC system that holds the sample to be injected) to the volume of the column and must remain the same as you scale your process or it can affect the efficiency and resolution of the chromatographic separation9. For instance, if the loop volume is too large relative to the column volume, the sample may be overloaded onto the column, which can lead to peak distortion, decreased resolution, and reduced separation efficiency.
Desalting and Concentration
Post-purification, the oligonucleotide solution is desalted and concentrated using tangential flow filtration (TFF) to remove excess salts and elution buffer components. Concentration of oligonucleotides is required for formulation and effective lyophilization so optimization of TFF processes by evaluating key parameters such as the membrane type, pore size, membrane loading (OD/m2), cross flow rate, and transmembrane pressure (TMP) can help ensure optimal performance and membrane longevity.
Lyophilization
The lyophilization process involves freezing the oligonucleotide product, lowering the pressure in the freeze dryer chamber to create a vacuum. The temperature is then gradually raised until the frozen water sublimates into vapor, allowing it to be removed, resulting in a dry and stable powder that can be easily stored and transported. Temperature and drying time play a direct role in the success of lyophilization process and require optimization to prevent unwanted damage and degradation of oligonucleotides. Once lyophilized, oligonucleotides should be stored in a cool, dry, and dark environment to maintain their stability and longevity.
In the early stages of drug development, lyophilization provides flexibility on dosing and drug concentration. However, as a molecule advances towards late-stage evaluation and dosing concentration and volumes are known, liquid oligonucleotide drug products are becoming more common. Despite this trend, liquid formulations pose challenges in terms of sterility, stability, and cold chain requirements.
Facility Design
The very different needs of the upstream and downstream processes require unique solutions with respect to facility design to support large-scale oligonucleotide. Not only must the facility be equipped to handle large volumes of hazardous chemicals for upstream processing, but it must also provide a suitable environment for downstream sterile formulation10. This includes proper storage, handling, and disposal of chemicals, as well as implementing appropriate safety measures to minimize the risk of fire. Additionally, adequate cold storage, clean rooms space, and robust electrical, plumbing, and HVAC systems are necessary for a safe and controlled manufacturing environment. Commercial-scale equipment available on modular skids can be readily deployed but adequate floor space and transition areas must be considered in the facility layout to accommodate the large footprint of the skids and allow for any portable equipment to be moved.
Sustainability is another crucial consideration when it comes to facility design. For instance, lighting alone consumes an average of 12% of a facility’s energy cost so switching to ‘green’ energy (i.e., LED lights, addition of skylights) to power your facilities can help reduce long-term costs and carbon footprint11. Sustainable chemistry is also important, particularly at manufacturing scale, where making better choices in the selection of chemicals used in the process and finding ways to reuse chemicals to reduce hazardous waste can help to decrease the overall materials consumption. An example of this is collecting the cleaner solvent used in the synthesis stage then reusing that solvent at the beginning of the next equivalent wash11.
Overall, a holistic approach to facility design that takes into account the process flow, equipment, and regulatory guidelines can minimize process inefficiencies, prevent cross-contamination in multi-product facilities, and allow manufacturers to be adaptable as requirements evolve.
Equipment Selection
The quality of the equipment selected for a large-scale production train can significantly impact yield and revenue over time. Reliable, high-performing systems and columns can increase efficiency and minimize product loss, resulting in higher yields and higher margins per batch. For instance, a 98.5% stepwise coupling efficiency for a 20-mer oligo results in an overall crude purity of 75.0%, whereas a 99.5% efficiency for the same molecule can increase the overall crude purity to 90.9%12. There is also increasing availability of automated software-controlled manufacturing platforms designed for large-scale oligonucleotide production that can be leveraged to increase efficiency, improve reproducibility, and reduce labor costs.
In addition, automated software that can integrate machinery into plant-wide control systems offers opportunities to streamlines data collection and analysis, ease training for new operators and scientists, and deliver real-time data and batch results for clearance and approval13,14. Reliable data to base your scaling strategy is even more imperative as manufacturers try to scale up faster with fewer process development batches to conserve financial runway. These digitalized “Pharma 4.0” factories will enable predictive and even adaptive operation in the future allowing manufacturers to head off risks and issues before they can impact production14.
The increased demand for therapeutic oligos has resulted in a skills gap in the labor market that has impacted in-person operations across the globe. To address this, automated technologies with software support can be incorporated to simplify operations and reduce the need for highly trained personnel to oversee traditionally manual processes (i.e., automated cleavage and deprotection systems). For instance, even though training requirements for operating an oligosynthesizer are the same as for a traditional batch process, automation can simplify operation across multiple scales and across different products15. This minimizes the burden of personnel needed and requisite expertise to run a facility while the industry works towards solutions to address the skills gap with training programs and other initiatives.
Ultimately, the growth in the sector paired with the complexities of scale up will necessitate partnerships and collaboration with organizations that have the expertise and technology solutions that enable faster, simpler scale-up. As we have outlined here, the vast number of variables that need to be considered across the upstream and downstream processes requires more than a “plug and play” approach with large-scale equipment.
With more than two decades of experience in the oligonucleotide market, Asahi Kasei Bioprocess (AKB) can provide valuable guidance on equipment selection based on your process and help guide the scale-up and optimization of these complex therapeutics. AKB’s experience in oligo scale-up, comprehensive portfolio of flexible, future-ready technologies, combined with its technical expertise, and end-to-end software support, make it an ideal partner to companies and contract development and manufacturing organizations (CDMOs) navigating a complex and rapidly growing therapeutic space.
References
Thakur S, Sinhari A, Jain P, Jadhav HR. A perspective on oligonucleotide therapy: Approaches to patient customization. Front Pharmacol. 2022; 13:1006304. Published 2022 Oct 19. doi:10.3389/fphar.2022.1006304
Bartolucci D, Pession A, Hrelia P, Tonelli R. Precision Anti-Cancer Medicines by Oligonucleotide Therapeutics in Clinical Research Targeting Undruggable Proteins and Non-Coding RNAs. Pharmaceutics. 2022;14(7):1453. Published 2022 Jul 12. doi:10.3390/pharmaceutics14071453
ResearchAndMarkets. Global Oligonucleotide Synthesis Market 2022. https://www.researchandmarkets.com/reports/5312415 Published November 2022. Accessed April 10, 2023.
Royal Society. Oligonucleotide Therapeutics: Conference Report. https://royalsociety.org/-/media/events/2022/02/Oligonucleotides/Oligonucleotide-Therapeutics--Conference-Report-online.pdf?la=en-GB&hash=8B58F21529ED36F7DC304B09E8F177E1 Published April 2022. Accessed April 10, 2023.
Foy S. The Column vol. 1.5: Mastering the Fundamentals of Oligo Development. https://fluidmgmt.ak-bio.com/wp-content/uploads/2021/07/The-Column_1.5-Fundamentals-of-Oligo.pdf Accessed April 10, 2023.
Tram K, Sanghvi YS, Hongbin Yan H. Tram K, Sanghvi Y and Yan H. Further optimization of detritylation in solid-phase oligodeoxyribonucleotide synthesis. Nucleosides, Nucleotides & Nucleic Acids. 2011;30(1): 12-19. Published 2010 Nov 1. doi: 10.1080/15257770.2010.537291
Cedillo I, Pavone T, Jarvis B. Designing Commercial-Scale Oligonucleotide Synthesis. Pharmaceutical Technology 2022;44(2):30-34. Published 2022 Feb 1. https://www.pharmtech.com/view/addressing-data-security-with-claudio-fayad-emerson-automation-exchange-