A presentation on mRNA manufacturing by Katarina Stenklo, Enterprise Solutions Commercial Activation Leader at Cytiva
Biotech writer Silvia Hnatova explores the key takeaways of ‘Flexibility is key: addressing vaccine demand with rapid deployment of mRNA manufacturing’, a presentation by Katarina Stenklo, Enterprise Solutions Commercial Activation Leader at Cytiva at mRNA Technologies, Therapeutics and Vaccines Digital Week.
Ms. Katarina Stenklo, the Enterprise Solutions Commercial Activation Leader at Cytiva, delivered a captivating talk about mRNA manufacturing, including in the context of mRNA vaccines.
She opened her presentation by contrasting the time to develop mRNA vaccines currently to the pre-COVID-19 pandemic fastest vaccine development.
The fastest vaccine ever developed before the COVID-19 pandemic was the mumps vaccine, which took 4 years. Pre-COVID-19, it took on average around a decade for a new vaccine to be developed.
However, the COVID-19 pandemic changed everything, shrinking the time to develop vaccines from years to months, as highlighted by the success of the BioNTech and Moderna vaccines.
Although the fast success was largely based on years of previous research on coronaviruses, the pandemic helped to further speed up vaccine development. Successful collaborations between academia and established industry manufacturers were established.
Regulatory agencies created a fast-track process to enable faster authorization of new vaccines. Alongside faster vaccine development, initiatives led to the creation of bigger manufacturing capacities. Despite the speed of development, bottlenecks in vaccine manufacturing were also discovered, pointing at dependencies on manufacturing capacities in other parts of the world and manufacturing challenges.
mRNA manufacturing solutions had to be adapted from manufacturing strategies for other molecules, and not all manufacturers have the capabilities for the entire mRNA manufacturing process.
All the challenges mentioned above need to be factored in when attempting to produce mRNA vaccines for the worldwide population.
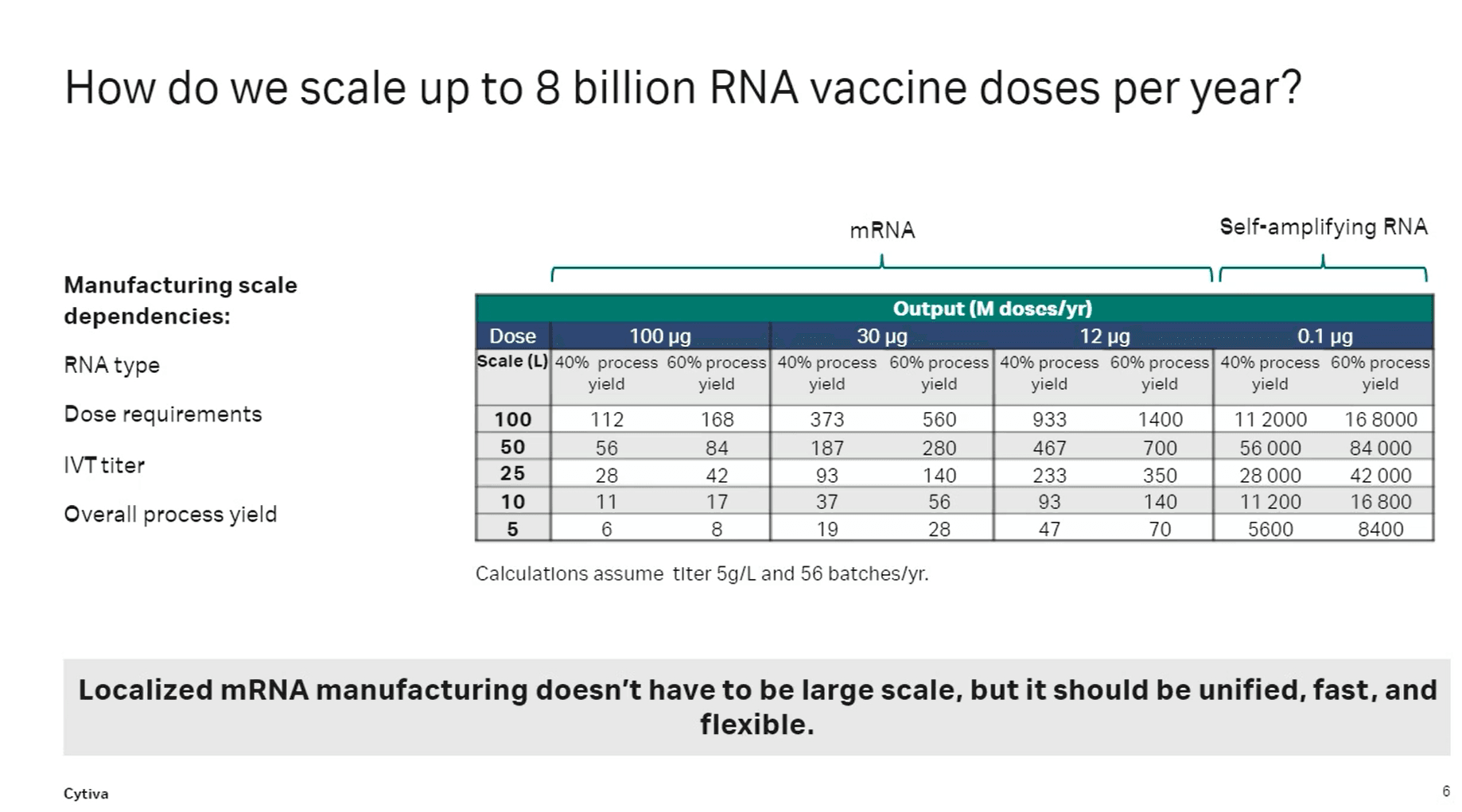
Ms. Stenklo highlighted that to produce 8 billion RNA vaccine doses every year, there would have to be 30-40 manufacturing facilities available a year. This calculation was based on the estimate for yield per process, which is currently variable, and assumptions for the mRNA dose per vaccine.
Ms. Stenklo pointed out that to reduce the manufacturing requirements, self-amplifying RNA could be used, which would reduce the requirements for the amount per dose significantly.
It was emphasized that localized mRNA manufacturing would be ideal to fulfill the required capacities, to satisfy the rapid demand, and could be low scale, fast and easy to deploy, and flexible to adapt to optimizations in the future.
In the next part of her talk, Ms. Stenklo focused on the main mRNA manufacturing considerations. The processes that need to be supported during mRNA manufacturing influence the facility setup.
Facility design and its layout need to support the process equipment, with appropriate separation of spaces. Cleaning and waste processes need to be scaled appropriately. The staff working in the facility need to be appropriately qualified.
Specific to mRNA vaccines, there needs to be enough cold storage capacity in the facility. The manufacturer needs to keep in mind the requirement for QC of mRNA vaccine batches, alongside the regulatory requirements that guide the digital solutions that support processes.
Most crucially, mRNA is a large molecule with a tri-dimensional structure, that needs to be well-preserved, and is fragile. Double-stranded mRNA may trigger an immune response, and for this reason, the amount of dsRNA needs to be reduced in the final product.
The mRNA stability will impact the manufacturing processes and may be enhanced via encapsulation with lipid nanoparticles.
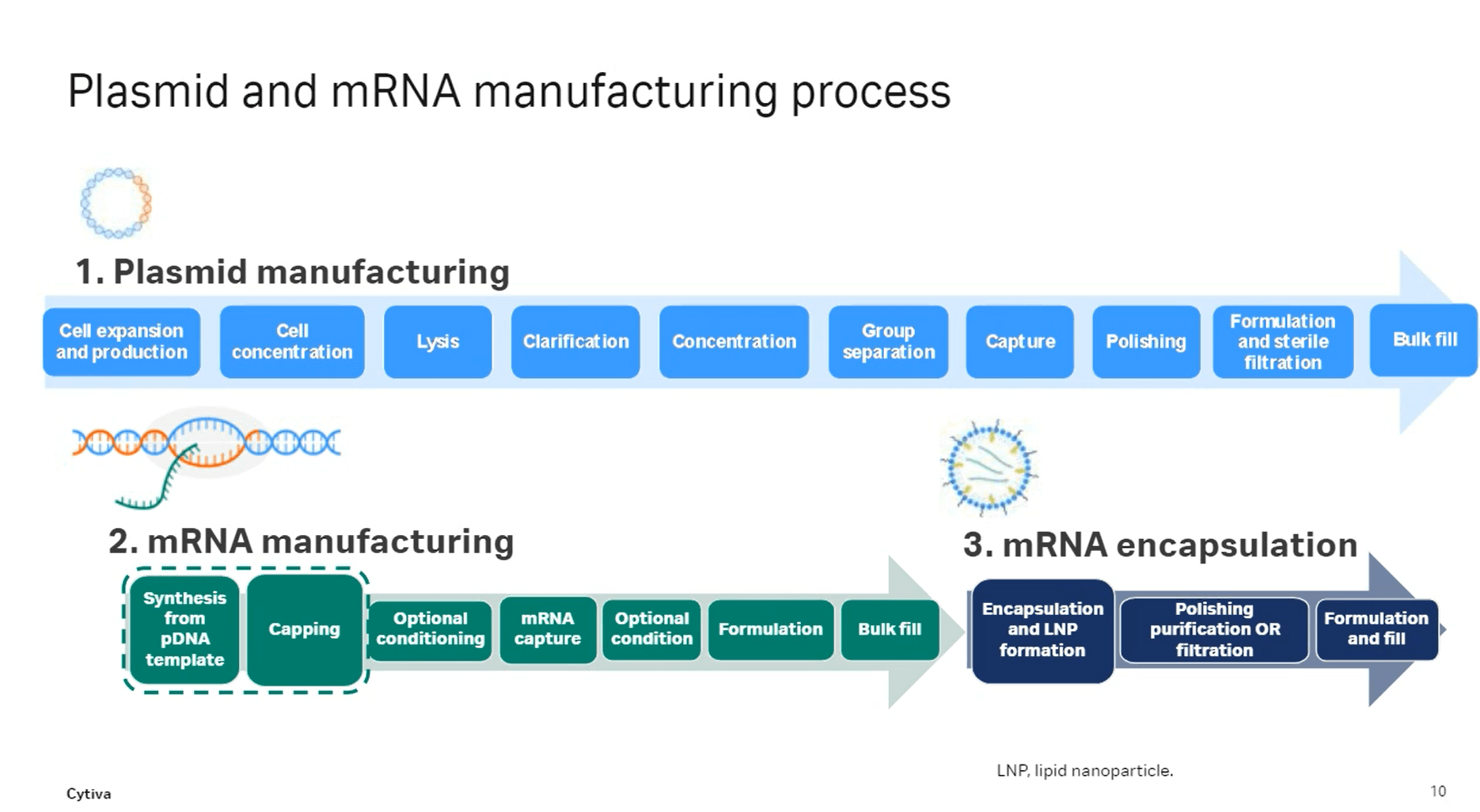
Ms. Stenklo emphasized that there are multiple solutions available for mRNA manufacturing. The main 3 options are plasmid manufacturing, enzymatic mRNA manufacturing, and encapsulation in a lipid nanoparticle.
Plasmid manufacturing is carried out via a fermentation process and the main limitations are: to get the right concentration of the final product and to separate the mRNA from the host plasmid contaminants. These challenges are removed during enzymatic mRNA manufacturing.
Next, Ms. Stenklo discussed the main limitations of mRNA manufacturing at scale. She explained that the limitations vary depending on the process chosen to manufacture mRNA.
In the case of in vitro mRNA transcription, the quality and availability of template DNA are important, alongside the capping efficiency of the mRNA molecule, and the generation of impurities during manufacturing.
During the purification, the size of the mRNA molecule affects the manufacturing process, and the membranes and filters need to be adapted.
During the mRNA encapsulation, due to the utilization of solvents, the processes need to be scaled out to maintain quality with an improved timeline.
Filling capacity needs to be supported by scaling up or out, to handle multiple products, or to foresee batch-size variations.
The biggest challenge in the present is that current manufacturing processes are not designed as mRNA Good Manufacturing Practices (GMP), as they were designed for other molecules.
As more products are designed for mRNA manufacturing, these limitations will start to be addressed.
mRNA manufacturing processes can be outsourced or insourced. Insourcing enables production for optimal price and timescale in contrast to outsourcing, allowing that the manufacturing scale needs to be adjusted to support the needs.
Manufacturing scenarios for investment should be modeled while considering flexibility for scaling up and out.
For this, equipment with flexible single-use components is ideal, because it can support multiple scales and help an optimized manufacturing utilization, with limited cleaning needs.
To reduce the degradation of the mRNA product, the process from in vitro transcription to encapsulation must be reduced to as short as possible.
To avert bottlenecks, end-to-end processes must be well-known. Filling capacity on-site can improve the overall logistics, allowing batch QC.
Shortening filling time from 5 to 4 days allows a 15% overall output increase. When manufacturing multiple products in the same line, room segregation allows sufficient time for cleaning, which can be minimized by using single-use components, reducing the risk of contamination.
mRNA manufacturing must be extremely controlled and sterile, and manufacturing multiple products in the same line should be avoided, especially if switching between cell-based to cell-free manufacturing.
After the thorough presentation of the challenges of mRNA manufacturing, Ms. Stenklo presented the solutions for mRNA manufacturing available from Cytiva: FlexFactory™ systems and KUBio™ box concept and timelines available through Cytiva.
FlexFactory™ is a configurable manufacturing platform for biologics. KUBio™ box is a pre-engineered, cGMP-compliant biomanufacturing facility.
It takes 10-15 months from contract to handover of a qualified KUBio™ box facility and process.
Cytiva has solutions for supporting all parts of the mRNA manufacturing processes, including solutions for pDNA production on-site.
Outlining future directions, Ms. Stenklo highlighted the need for future vaccine platforms specific to mRNA, including pandemic vaccines and oncology vaccines. Dose requirements will affect the specific manufacturing designs, and these must be adapted to the vaccine types.
Compared to traditional vaccine manufacturing, mRNA manufacturing will only need a fraction of the space required, and mRNA manufacturing is a good investment for the future as it can be fast, integrated, and flexible at any scale.
During the Q&A session, there was a variety of interesting questions, including a discussion about how to control for dsRNA content in the final product, to which Ms. Stenklo pointed at the existence of analytical methods.
Ms. Stenklo was asked whether it is possible to repurpose FlexFactory™. She advised against mixing cell-based and cell-free manufacturing, highlighting that repurposing FlexFactory™ is possible because the manufacturing of viral vectors uses the same equipment.