Transition from Discovery to Clinical Manufacturing
Cell-based chimeric antigen receptor (CAR) T cell therapies have rapidly advanced from preclinical research—with a variety of targets in clinical research and several FDA-approved products currently on the market (1). This success has driven an influx of companies to further develop CAR T cell constructs to make them more effective, safe, and persistent. On the manufacturing side, however, errors, lot-to-lot variation, and contamination can be associated with open processing and manual handling of CAR T products. Overcoming the bioprocessing bottleneck remains a critical challenge in CAR T cell therapy scalability, which can potentially hinder both product development and patient access. It has been reported that about 7–9% of patients have been unable to receive one of the FDA-approved CAR T cell therapies because of manufacturing failures (2).
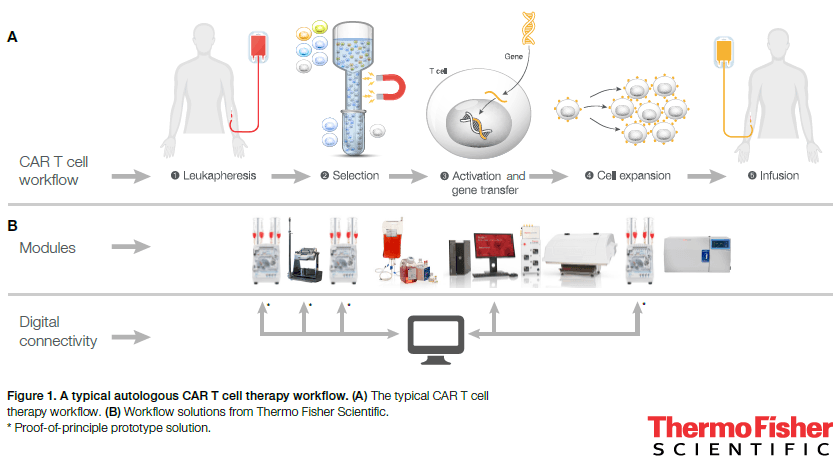
Autologous CAR T cell therapies are donor-specific, where a donor’s own immune cells are used to create therapeutic CAR T (Figure 1A). During the manufacturing process, a Leukopak™ bag from the donor is received by a GMP facility, where the T cells are isolated from peripheral blood mononuclear cells (PBMCs), activated, and genetically engineered by viral transduction to express a CAR. The activated T cells are expanded in a T cell–specific cell culture medium, typically for 7-10 days to reach a therapeutically relevant number, and then they are cryopreserved. The cryopreserved CAR T cell product is then characterized and analyzed before being shipped to the treatment center, where it will be thawed and administered to the donor via infusion.
This complicated, labor-intensive process usually involves many open manipulations and manual procedures, potentially introducing inconsistencies, errors, and contamination at various steps of the workflow. Currently, no uniform, automated manufacturing process exists to accommodate the wide variety of complex workflows needed — from isolation to cryopreservation — to produce therapeutic CAR T cells. Re-engineering the CAR T cell therapy manufacturing process by integrating the complicated multistep workflow into a closed, modular, benchtop system could enable a smoother transition from the laboratory to clinical research application while improving consistency, purity, and safety of the product. Additionally, as early as possible in the discovery and development phases, the generation of CAR T cells should include safe and effective biomanufacturing processes and trackable workflows, and have the potential for cGMP compatibility.
The closed modular system developed by Thermo Fisher Scientific is a digitally compatible, GMP - compliant, semi-automated manufacturing platform, which when used in combination with Gibco™ Cell Therapy System™ (CTS™) reagents, protocols, and analytics can result in consistent, efficacious CAR T cell production. One important benefit of the closed modular system is the digital connectivity. Here we demonstrate a proof-of-principle digital integration using the DeltaV™ Distributed Control System from Emerson to control and manage the instruments in the workflow, as shown in Figure 1. Taken together with the modularity, digital connectivity, and cGMP compatibility of the various components, the manufacturing of therapeutic CAR T cells with the closed modular system can reduce contamination and production failure, and improve lot-to-lot consistency of products.
Step 1. PBMC isolation Starting material was derived from fresh or frozen quarter-size Leukopak bags (n = 7). Peripheral blood mononuclear cells (PBMCs) were isolated using the Gibco™ CTS™ Rotea™ Counterflow Centrifugation System following the predefined isolation protocol (see “Automated PBMC isolation and T cell wash and concentration by the CTS Rotea system”). During the process, red blood cells (RBCs) were eliminated with Gibco™ ACK Lysing Buffer and the PBMCs were further washed with Gibco™ DPBS with 1% human serum albumin (HSA) and 2 mM EDTA. Cells were counted using the Via1-Cassette™ system and NucleoCounter™ measuring chamber (ChemoMetec). Flow cytometry acquisition and analysis were performed using the Invitrogen™ Attune™ NxT Flow Cytometer and FCS Express™ 7 software, respectively.
Step 2. Selection — T cell isolation and activation PBMCs were incubated with Gibco™ CTS™ Dynabeads™ CD3/CD28 at a 3:1 ratio of beads to T cells for 30 minutes at room temperature. Bound cells were captured with the Gibco™ CTS™ DynaMag™ Magnet, and unbound (nontarget) cells were removed with the supernatant. The bound cells were then washed with 1% HSA, 2 mM EDTA in DPBS, followed by resuspension in complete medium (Gibco™ CTS™ OpTmizer™ T Cell Expansion Serum Free Medium (SFM)), supplemented with Gibco™ CTS™ Immune Cell Serum Replacement (SR), 200 mM L-glutamine, and 100 U/mL IL-2. The cells were then transferred to either a Thermo Scientific™ HyPerforma™ Rocker Bioreactor with Thermo Scientific™ HyPerforma™ G3Lab™ Controller or a G-Rex™ 500M bioreactor (Wilson Wolf) at a seeding density of 1 x 10⁶ cells/mL. Cells were cultured overnight and transduced with lentivirus the next day.
Step 3. Gene transfer — lentivirus-CAR transduction To achieve gene transfer of CD19-targeted CAR into T cells, anti-CD19 CAR lentivirus (CD19 SCFv-CD3z-41BB) was generated using the Gibco™ CTS™ LV-MAX™ Lentiviral Production System (see “Integrated generation and characterization of CAR T cells” (3). T cells that were isolated and activated for 24 hours were then transduced with CD19 CAR lentivirus at a multiplicity of infection (MOI) of 10. Cell characterization including CAR expression, CD4/CD8 ratio, cell number, and viability was performed on day 6 posttransduction.
Step 4. Expansion—CAR T cells CAR T cells that were transduced with CD19 lentivirus vectors were then expanded in a HyPerforma Rocker Bioreactor or G-Rex bioreactor in complete medium. Feeding and monitoring was accomplished in a closed automated process controlled by the DeltaV platform in conjuction with Thermo Scientific™ TruBio™ Bioprocess Control Software.
Step 5. Cryopreservation The CTS Rotea system was used to prepare the CAR T cells for cryopreservation by concentrating, washing, and placing the cells into a cryopreservation medium. Next, the cells were cryopreserved using the Thermo Scientific™ CryoMed™ Controlled-Rate Freezer.
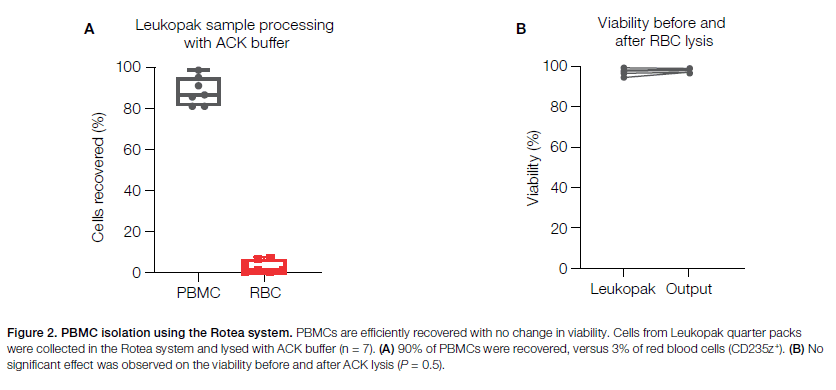
This section focuses on the robustness of the closed modular system in each step of the workflow as presented in Figure 1. In the manufacturing of autologous CD19 CAR T cells for these studies, the lentivirus encodes a second-generation CAR construct. Step 1. Processing of leukapheresis product for PBMCs with the CTS Rotea system, controlled by the DeltaV platform The generation of autologous CAR T cells for therapeutic use began by taking blood from a donor’s vein through a process called leukapheresis. The white blood cells were then separated from the rest of the blood products, e.g., RBCs, plasma, and platelets. The CTS Rotea system was used to perform this step in a single-use consumable where the RBCs were lysed and eliminated, the platelets were removed in the washing steps of the process, and the PBMCs were optimally concentrated for isolation of T cells. To test the robustness of this critical first step, seven fresh or frozen quarter-size Leukopak bags were used to isolate PBMCs from seven donors. Across seven different Leukopak bags processed in the CTS Rotea closed system, RBCs were lysed efficiently and PBMCs were recovered consistently (Figure 2A). Importantly, the viability (Figure 2B) was only minimally affected by the CTS Rotea system.
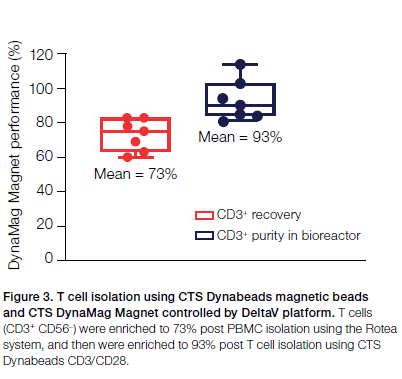
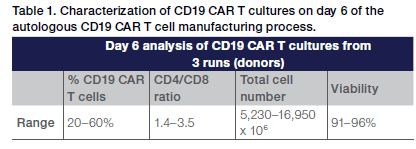
Step 2. T cell isolation using the CTS DynaMag Magnet Isolation of T cells from the processed PBMCs, as detailed in step 1, was carried out using CTS Dynabeads CD3/CD28. This is a one-step process to simultaneously isolate and activate T cells, which has been optimized to be used in numerous clinical research settings. As shown in Figure 3, a high percentage of the T cells were initially enriched during the PBMC isolation (step 1) using the CTS Rotea system. The cells were further enriched to 93% after step 2, using CTS Dynabeads CD3/CD28 and the CTS DynaMag Magnet. Step 3. The generation of CD19 CAR T cells In the context of manufacturing autologous CAR T cells, the gene transfer step used here is a well-published procedure and involves transduction of the isolated and activated T cells with a lentivirus vector made using the Gibco LV-MAX Lentiviral Production System (4, 5). T cells isolated from 3 of the 7 donors were used for the generation of CD19 CAR T cells. Transduction was performed with a lentivirus-encoded CD19 CAR at an MOI of 10, one day after T cell isolation and activation. CD19 CAR expression was assessed on day 3 or 4 and again on day 6. As shown in Table 1, CD19 expression on CAR T cells ranged from 20% to 60% among the three independent runs. In the context of manufacturing autologous CAR T cells, the gene transfer step used here is a well-published procedure and involves transduction of the isolated and activated T cells with a lentivirus vector made using the Gibco LV-MAX Lentiviral Production System (4, 5). T cells isolated from 3 of the 7 donors were used for the generation of CD19 CAR T cells. Transduction was performed with a lentivirus-encoded CD19 CAR at an MOI of 10, one day after T cell isolation and activation. CD19 CAR expression was assessed on day 3 or 4 and again on day 6. As shown in Table 1, CD19 expression on CAR T cells ranged from 20% to 60% among the three independent runs.
Step 4. Expansion of CD19 CAR T cells Culturing and expanding the CAR T cell product in CTS OpTmizer T Cell Expansion SFM is one of the most crucial steps in the manufacture of autologous CAR T cells. All aspects of this process, including every component in the autologous CAR T cell infusion bag for each donor, can be subject to evaluation by the regulatory agency for continuous compliance with quality control. The chemistry, manufacturing, and controls (CMC) process has to be tightly controlled and consistent.
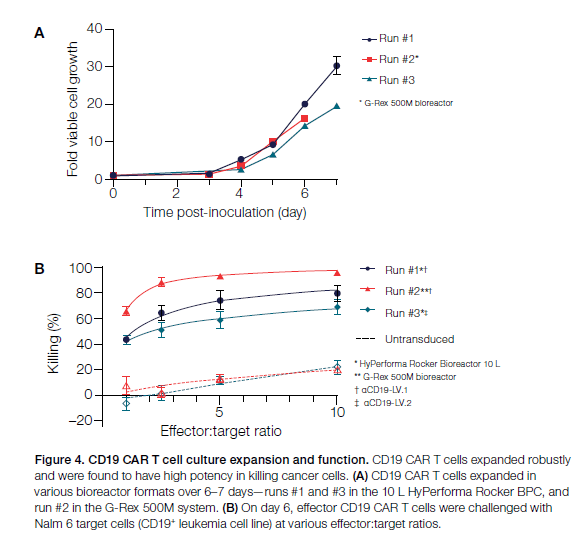
The closed, semiautomated CAR T cell expansion step was carried out using the 10 L Thermo Scientific™ HyPerforma™ Rocker Bioreactor or G-Rex system, either of which can be controlled by the HyPerforma G3Lab platform. The scale can be expanded to 50 L bags if needed. If the HyPerforma Rocker Bioreactor is chosen, this process can be controlled and automated by TruBio software powered by the DeltaV system, which conforms to regulatory requirements for use in cGMP-compliant processes. As shown in Figure 4A, in 6 days there was a 20-fold expansion of T cells grown in either type of bioreactor. These CAR T cells showed significant potency in killing cancer cells, when challenged with a CD19⁺ leukemia cell line such as Nalm6 (Figure 4B).
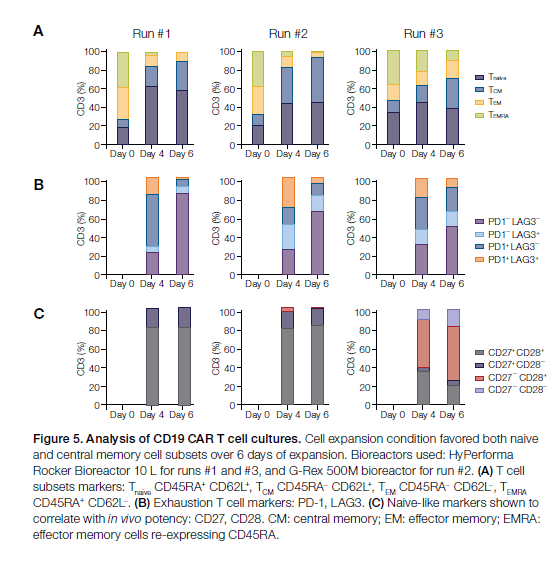
As summarized in Table 1, in 6 days, consistent generation of high-quality autologous CD19 CAR T cells for research or clinical use was seen in all three runs. In addition, these CD19 CAR T cells were especially enriched for cell naive/central memory–like phenotypes; these cells are known to show better persistence and function in in vivo assays (Figure 5).
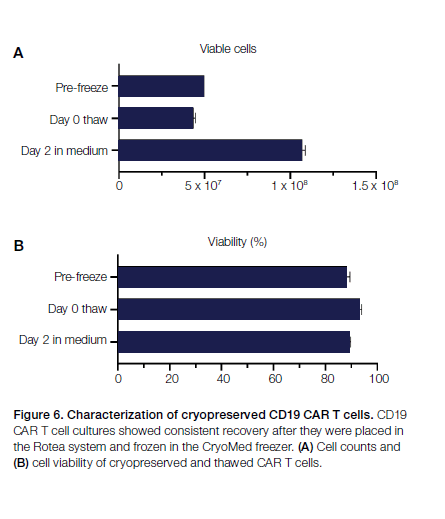
Step 5. Cryopreservation of autologous CAR T cells. The existing complex process for manufacturing autologous CAR T cells makes it challenging for the donors in clinical trials to receive freshly manufactured CAR T cells for therapy. Therefore, currently, they generally receive frozen CAR T cells transported from the manufacturing sites to the clinics, where the cells are thawed before infusion. For this reason, the cryopreservation of the CAR T cells needs to be as stringent and consistent as the manufacturing process, and requires strict regulatory compliance for clinical application if needed. Following preparation for cryopreservation with the CTS Rotea system, the cells were cryopreserved using the CryoMed Controlled-Rate Freezer, which has been routinely used in the cell therapy industry (6). The controlled-rate freezing process maintained the integrity of the CAR T cells — the T cells were frozen, thawed, and monitored for 2 days for cell recovery, growth, and viability (Figure 6). The CD19 CAR T cells recovered and expanded well after they were placed in the CTS Rotea system and frozen using the CryoMed freezer.
Every component of the modular cell therapy manufacturing system described here is a GMP-compliant solution for manufacturing of CAR T cells. The “fit-for-purpose”, semiautomated manufacturing platform for autologous CAR T cells includes modular instruments, proven CTS reagents, and a digital control system for the generation of a consistent CAR T cell product. The system described here is flexible and can deliver standardization, compatibility, and scalability in CAR T cell manufacturing. The modules in this system are compatible with most laboratory benchtops. The modular, GMP-compliant system allows laboratories to eliminate manual cell processing in manufacturing workflows. It is compatible with single-use consumables requiring only a class C laboratory environment, and it can be used to produce consistent CAR T cell therapy products.
1. https://www.cancer.gov/news-events/cancer-currents-blog/2020/fda-brexucabtagene-mantle-cell-lymphoma 2. Novartis Kymriah prescription information. 3. https://assets.thermofisher.com/TFS-Assets/BID/Application-Notes/integrated-generation-characterization-car-t-cells-app-note.pdf 4. Poorebrahim M et al. (2019) Crit Rev Clin Lab Sci 56(6):393-419. 5. Picanco-Castro V et al. (2020) Hematology, Transfusion and Cell Therapy 42(2):150-158. 6. Li R et al. (2019) Cytotherapy 21(9):943–957.
Learn more about cell therapy manufacturing solutions from Thermo Fisher Scientific: thermofisher.com/celltherapy
Intended use of the products mentioned in this document vary. For specific intended use statements, please refer to the Instructions for Use (IFU). © 2021 Thermo Fisher Scientific Inc. All rights reserved. All trademarks are the property of Thermo Fisher Scientific and its subsidiaries unless otherwise specified. Leukopak is a trademark of StemExpress, LLC. DeltaV is a trademark of Emerson. Via1-Cassette, NucleoCounter, and NC-200 are trademarks of ChemoMetec A/S. G-Rex is a trademark of Wilson Wolf Corporation. COL34243 0621