Efficient Commercial Manufacturing Readiness using “Manufacturing by Design” Methodology
The ex-vivo Cell and Gene Therapy medicine field has entered into a new era driven by the registration of the first autologous products namely Kymriah (Novartis, 2017, US), Yescarta (Kite/Gilead, 2017, US) and Strimvelis (GSK/Orchard, 2016, Europe).
Despite this very promising context, cell-based processes are far from being mature from an industrial perspective. One proof is the frequent news of quality issues (Out-of-Specification) on cell therapy products.
The industry overall has a driving need to develop “next-generation” autologous processes with the objective of improving manufacturability (process length, automation et al.) and to become increasingly commercially competitive.
Following closely behind the recent success of autologous cellular therapies, allogeneic T-cell therapies are moving toward late-stage clinical trials and commercial registration with the promise of having these breakthrough therapies available for market launch.
Consequently, a new race to market has begun among “allogeneic CAR-T pioneers” (e.g. Servier, Cellectis, Allogene, Crispr Therapeutics, Precision Bioscience et. al.).
Cell and Gene Therapy companies need to invest time, effort and funds to improve process manufacturability as it will be the key for long-term commercial success.
T-Cell-based products can be classified as non-traditional therapeutic products in the biotechnology industry and rely on complex and challenging process optimization and manufacturing.
The most common traits of both allogeneic and autologous processes are:
HIGH VARIABILITY due to the nature of the starting material (e.g. variety of cell types, living biological organisms). Non-industrial equipment that is often only partially compatible with current GMP standards
PROCESS SCALE with process volume ranging from a few millimeters to a few liters
ASEPTIC PROCESSING with no possibility to perform sterile filtration that is especially challenging for autologous production processes.
Contract development and manufacturing organizations need to play a critical role in the scale-up and industrialization of cellular therapies by providing customized tools and processes.
The Manufacturing by Design approach for addressing the industrialization of cell therapies allows for optimal production conditions.
Quality by Design (QbD) methodology today is widely implemented by biopharmaceutical manufacturers following its widespread adoption in the field of small molecule active pharmaceutical ingredients (APIs).
In 2006, the International Conference on Harmonization presented QbD methodology that was later recommended by the Food and Drug Administration (FDA) as a systematic approach to process and product management with scientific risk assessment.
Catalent’s Cell Therapy team was an early adopter of QbD Methodology in the field of T-cell-based therapies.
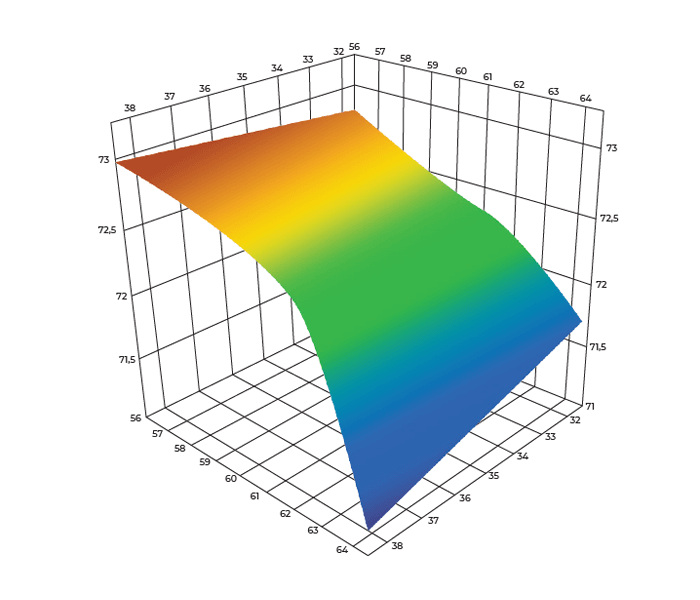
Custom technology and service providers, like Catalent, work with innovators on defining the Quality Target Product Profile (QTPP), identifying Critical Quality Attributes (CQAs), and categorizing the Critical Process Parameters (CPPs), with the final goal of establishing a design space (FIGURE 1) and its associated control strategy.
FIGURE 1 Example of 3D design space visualization
QbD provides a solid foundation to improve process and product understanding but presents two limitations:
REFERENCES
1. A-VAX: Applying Quality by Design to Vaccines CMC-Vaccines Working Group May 2012: https://www.dcvmn.org/IMG/pdf/a-vax-applying-qbd-tovaccines_2012.pdf
From an industrial perspective and taking into consideration the current development status of cell-based products, the need to integrate the aspects of process performance and economics along with an end-to-end vision of the manufacturing process was identified.
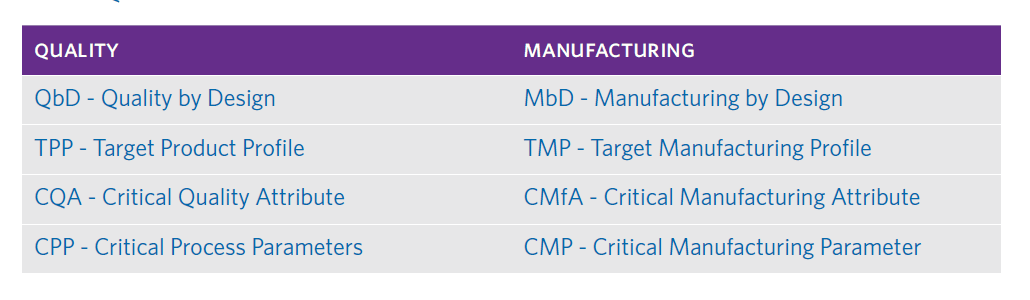
Catalent’s Cell Therapy team internally developed a rationale-based methodology to address T-cell manufacturing challenges based on the intended final manufacturing process. This methodology is called Manufacturing by Design (MbD) and uses a similar approach as QbD for its implementation. TABLE 1 shows the terminology comparison of the two approaches.
TABLE 1: QbD vs. MbD
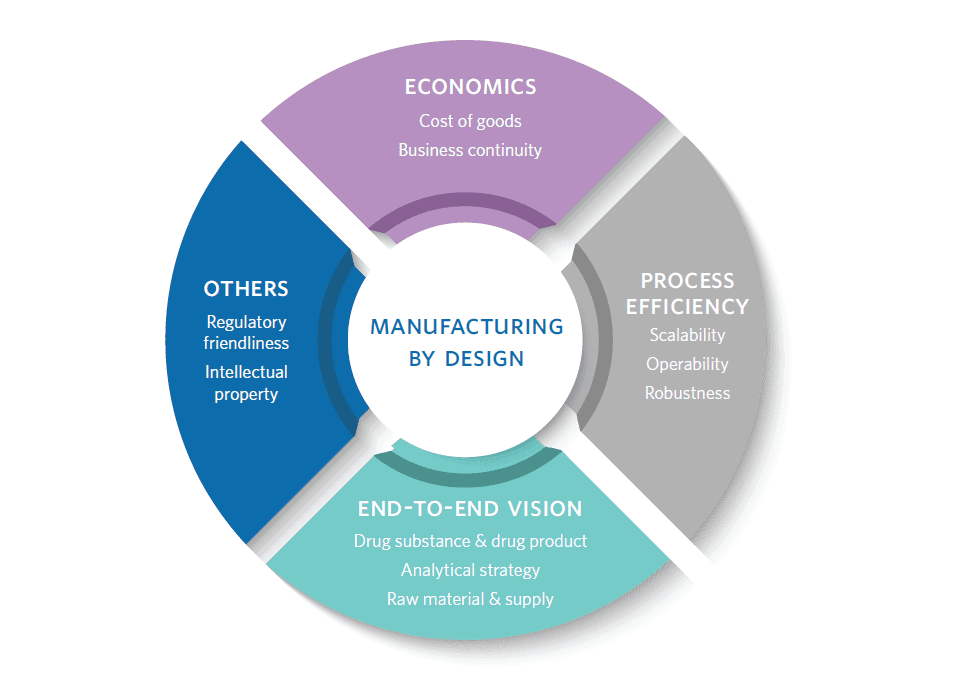
As previously mentioned, and as illustrated by FIGURE 2, MbD is intended to optimize:
PROCESS EFFICIENCY such as process robustness, process scalability and operability, supported by the definition of Critical Manufacturing Attribute (CMfAs)
ECONOMICS with Cost of Goods (CoGs) and business continuity
END-TO-END VISION from the starting material up to the final Drug Product including supply chain management
FIGURE 2 Focus areas of MbD
GENERIC ALLOGENEIC PROCESS
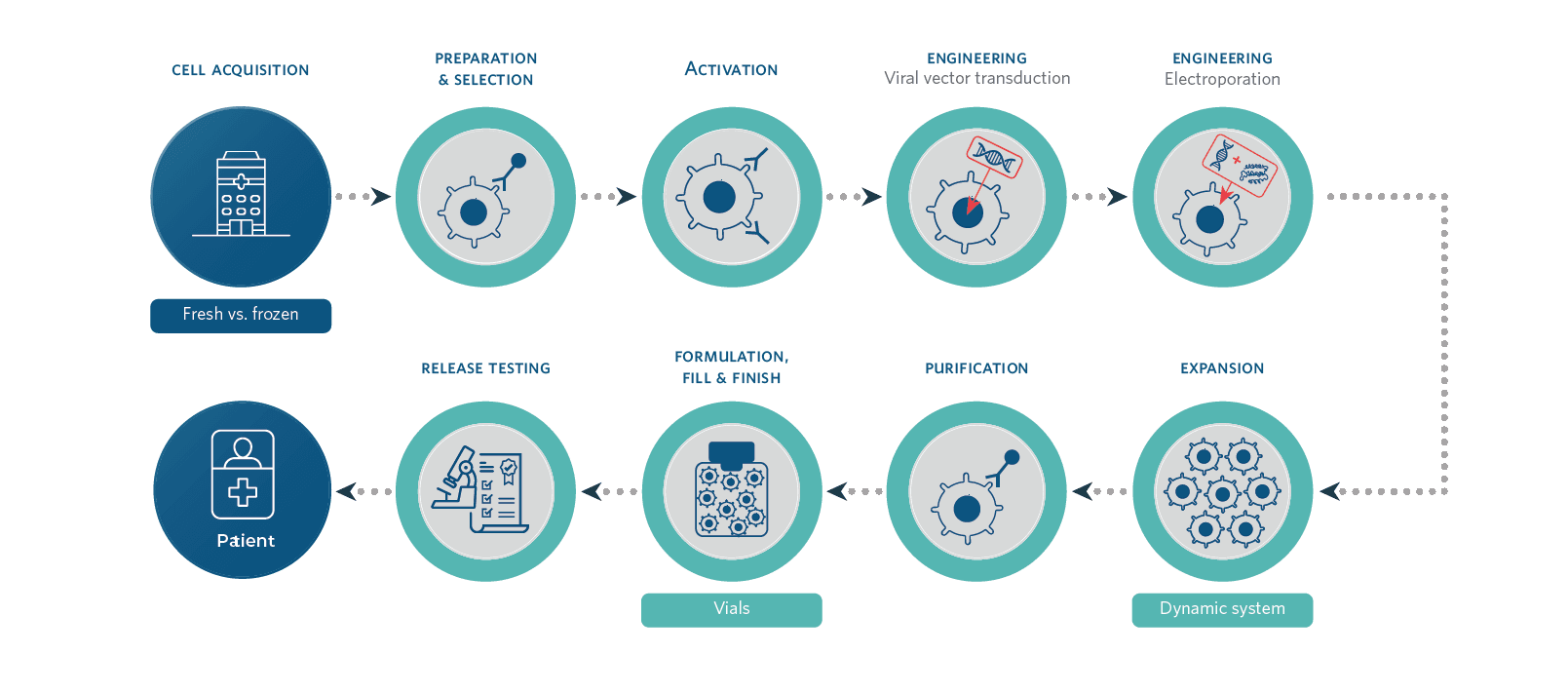
For the first roll-out of this approach, a case study with a generic allogeneic process illustrated in FIGURE 3 was used. The process steps considered are cell acquisition, preparation/selection, activation, electroporation and transduction, expansion, purification and formulation, fill and finish.
FIGURE 3 Typical process steps in a generic allogeneic T-cell therapy manufacturing process.
METHODOLOGY OVERVIEW
The MbD methodology was established after a series of internal workshops and similar tools (risk assessments, process analysis) as found in the QbD methodology. The different steps selected for the MbD methodology are summarized in FIGURE 4 (below).
FIGURE 4 MbD methodology overview
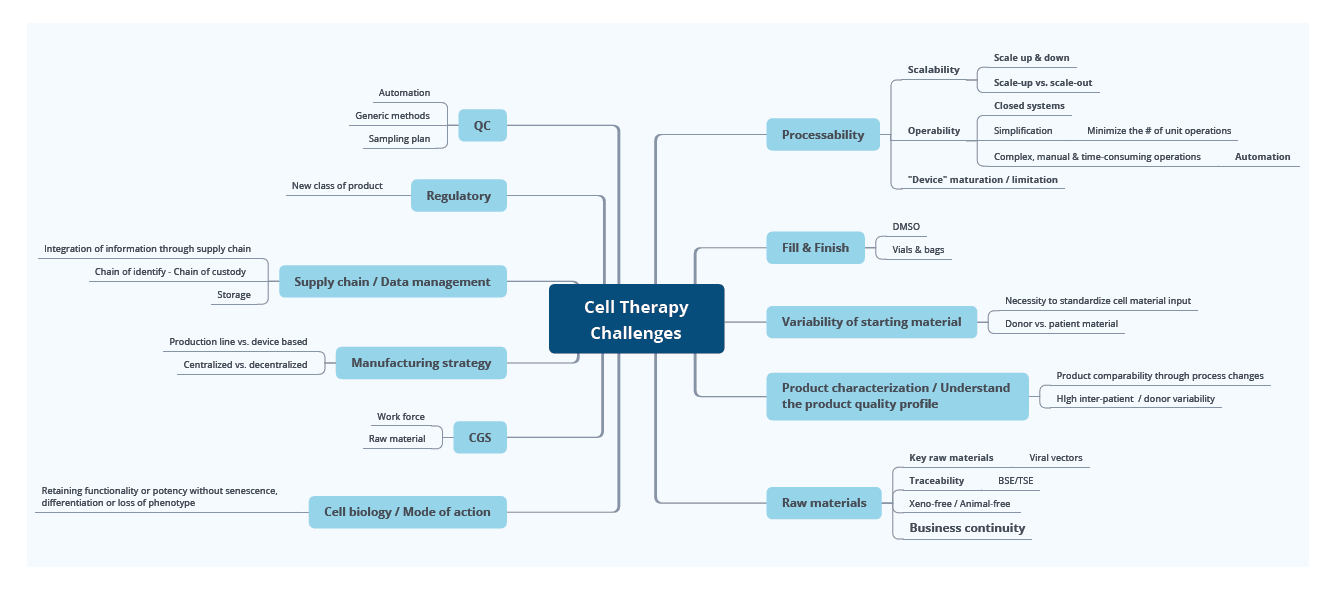
MAPPING OF MANUFACTURING CHALLENGES
As a critical starting point, all current manufacturing challenges were classified and mapped (FIGURE 5). The map includes a detailed mix of manufacturing attributes (scale-up, cost of goods), process steps (fill and finish, quality control) and industrial challenges (supply chain, manufacturing strategy).
FIGURE 5 Map of T-cell-based processes manufacturing challenges
SELECTION OF MANUFACTURING ATTRIBUTES AND PROCESS HEAT MAP
For this process, the definition of "Manufacturing Attribute" (MfA) was extended to cover industrial process designs that can impact the production process. Taking into account the attribute map in FIGURE 5, the final methodology was consolidated to include:
While the interpretation of several MfAs is relatively straight-forward (Cost of Goods, Raw Materials), others can be more complex to define such as “Processability” which covers process scalability and process operability including automation and system closure.
Another series of workshops were carried out to analyze how selected MfAs impact each process step, and ranking was achieved according to the impact level.
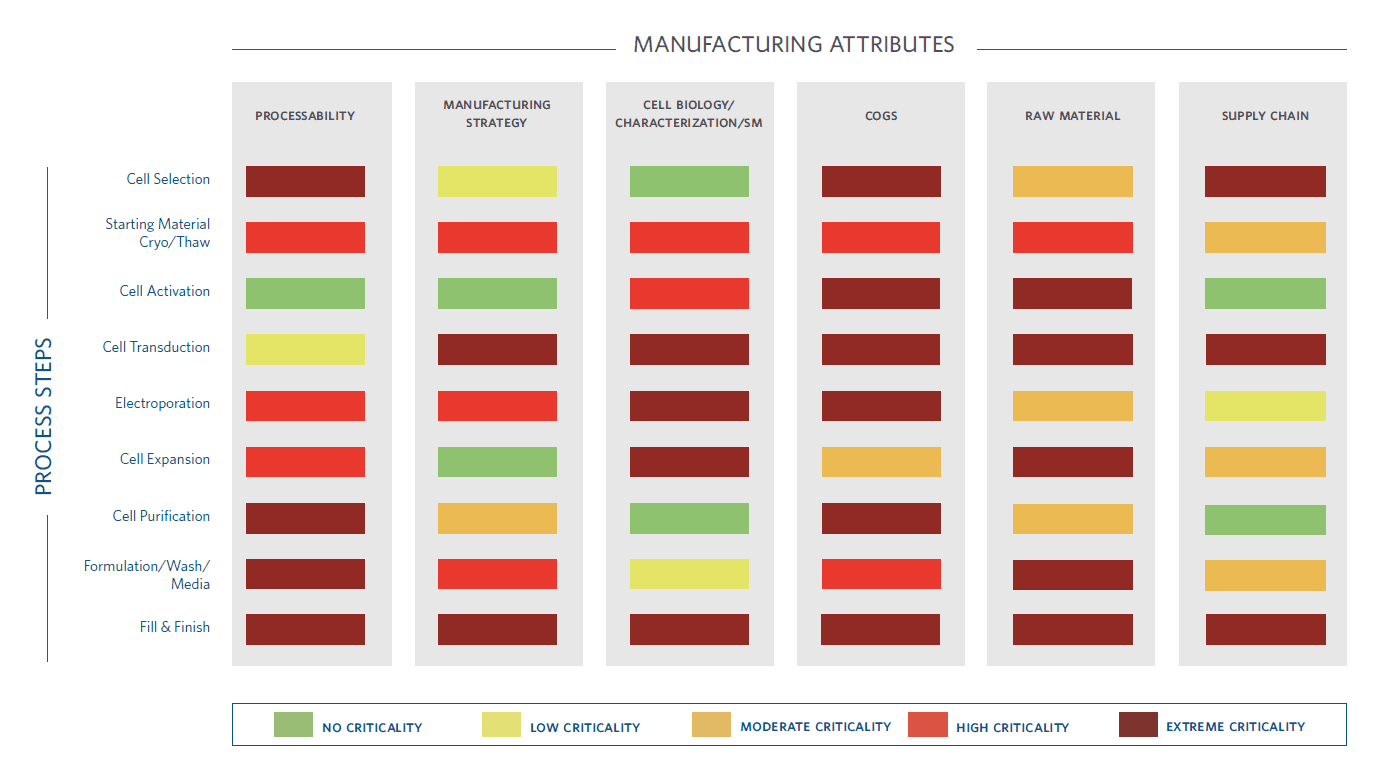
After several rounds of iteration, a process Heat Map was generated (FIGURE 6) with a level of criticality illustrated by a color code (from low criticality in green to high criticality in dark red).
The result was quite overwhelming as most of the Heat Map intersections were red. Therefore, we decided to focus on the dark-red intersections which represent about 40% of the Heat Map.
FIGURE 6 Process Heat Map. Process steps are listed and for each MfA, a color coding based approach was used to define criticality. This approach can be implemented to prioritize MfA and process steps for investigation.
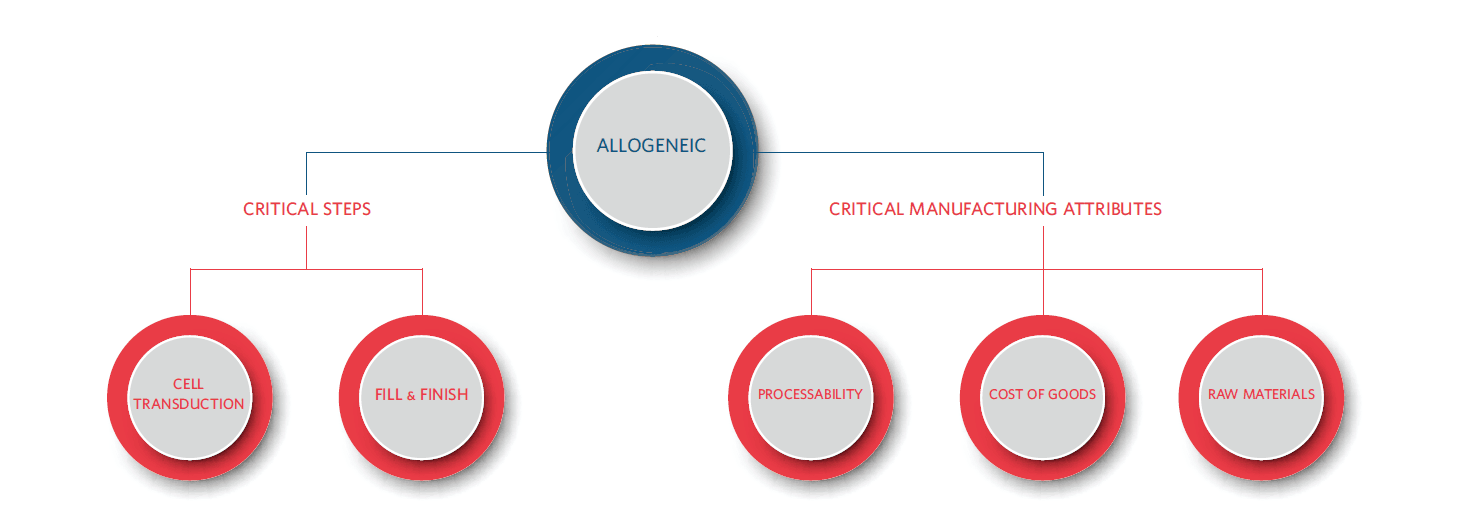
From a quick analysis of this process Heat Map, the following conclusion can be drawn: the most critical process steps from a manufacturing point of view for an allogeneic process are the cell engineering (more precisely the cell transduction) and the fill and finish steps. On the other axis, the most critical MfAs are Processability, the cost of goods and the raw materials.
All of these critical intersections were further analyzed individually in order to understand the drivers of their criticality, the potential solutions needed to mitigate these issues and the feasibility to implement these solutions.
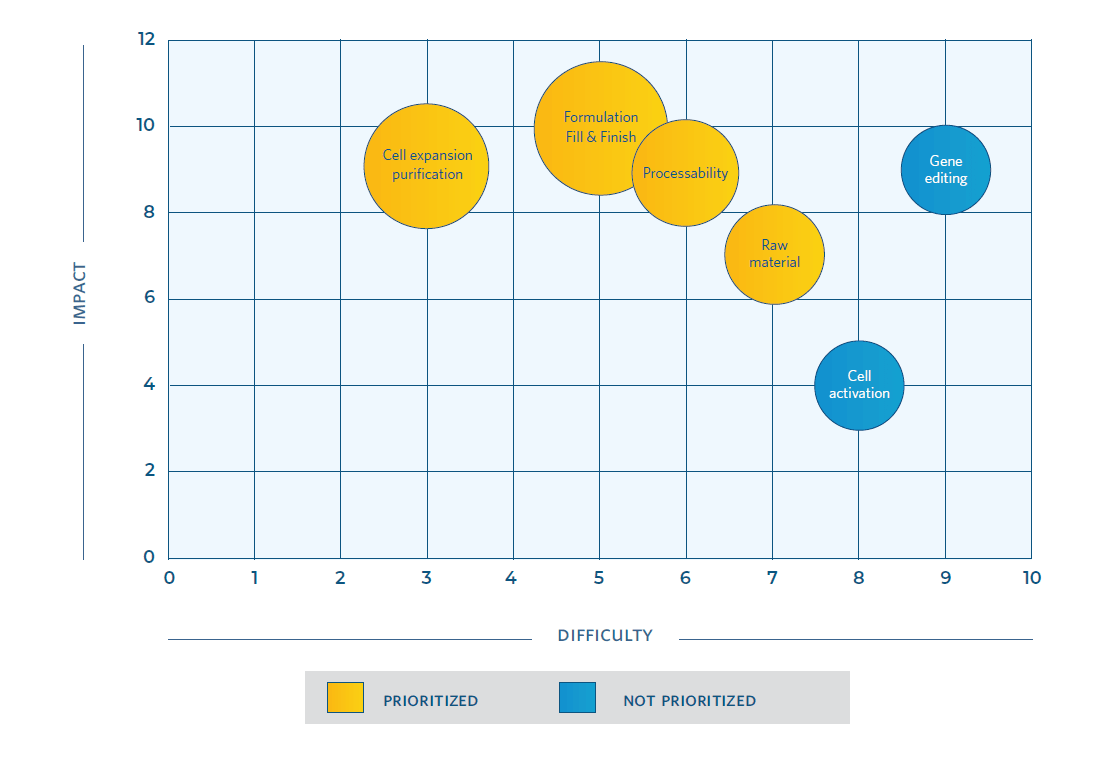
In order to prioritize internal process and technical development efforts to overcome the current allogeneic process limitation, an impact mapping approach was used based on the following criteria:
FIGURE 7 shown opposite illustrates an extract (for readability consideration) of the outcome of this impact analysis.
FIGURE 7 Impact mapping extract illustrating the weighting of selected critical steps and CMfA
Based on this mapping, the decision was made to focus on the following topics to strengthen the allogeneic process platform:
These select topics of industrialization initiative will be further developed in future publications.
Capitalizing on the well-established QbD methodology, Catalent’s Cell Therapy team has developed a complementary methodology – MbD- to address challenges linked to the industrialization of cell-based manufacturing processes.
This methodology was applied to a generic allogeneic T-cell-based process enabling us to rationally select the most critical aspects of industrialization in order to propose a robust, scalable, cost-effective and sustainable allogeneic platform.
One of the key learnings from this exercise was the criticality of the fill and finish operations for allogeneic products. Catalent offers a significant number of allogeneic projects with the intent to offer our customers a state-of-the-art filling platform, that accounts for the specificity of allogeneic products.
In order to strengthen and speed-up the development of this commercial allogeneic process platform, Catalent is looking to establish collaborations with external service providers to develop and integrate advanced technology that will provide solutions for today’s cell therapy manufacturing challenges.
In conclusion, the same MbD methodology described in this study can be adapted to autologous manufacturing processes and analytical testing systems to provide an assessment platform for next-generation manufacturing.